Introduction
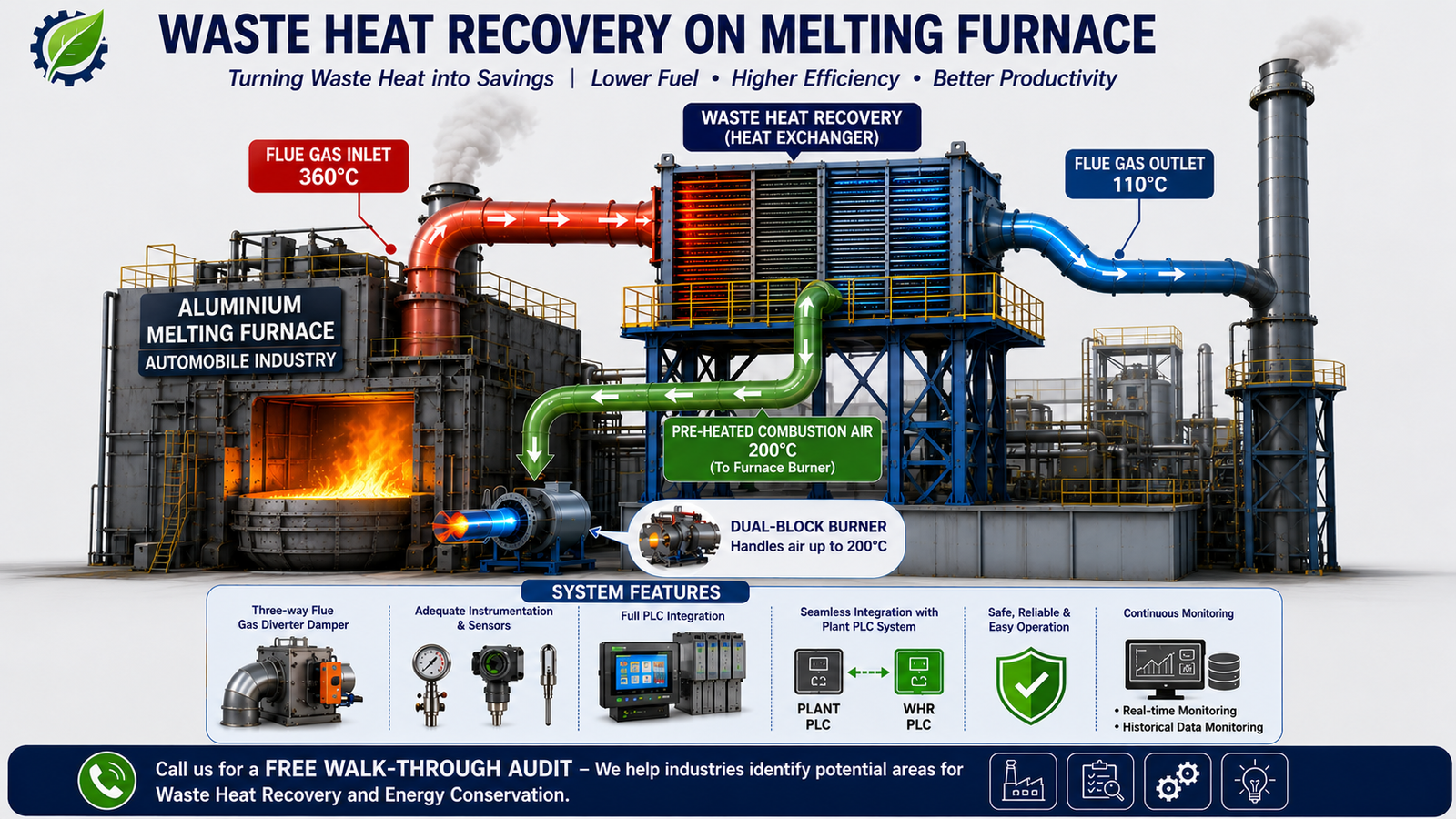
A PNG-fired melting furnace was identified as a strong candidate for implementing a Waste Heat Recovery System (WHRS). The furnace exhaust gases were exiting at temperatures of around 350–360°C, indicating substantial recoverable heat potential.
At Saveeco Energy, instead of recovering heat for an external process, the recovered energy was utilized internally by supplying pre-heated combustion air back to the furnace itself.
Project Approach
The plant did not have any direct requirement for recovered heat in the form of steam or hot water. Therefore, the solution focused on recovering energy as hot air and reusing it as combustion air preheating.
The installed dual-block burner was capable of handling pre-heated combustion air up to 200°C, making the implementation technically feasible without major burner modifications.
System Details
- Fuel Used: PNG (Piped Natural Gas)
- PNG Consumption Before WHR: 90 SCM/hr
- Operating Hours: 6000 hrs/year
- Flue Gas Inlet Temperature: 360°C
- Flue Gas Outlet Temperature: 140°C
- Heat Recovered: ~98,000–100,000 kcal/hr
- PNG Savings: ~11 SCM/hr
- Annual PNG Savings: ~66,000 SCM
- Annual Cash Savings: ~₹30 Lakhs
System Features
The WHRS included:
- Three-way flue gas diverter damper for controlled operation
- Required instrumentation and sensors
- Complete PLC integration with the plant’s existing control system
Since PNG is a clean-burning fuel, flue gas-side fouling was minimal due to the absence of significant particulate matter.
Additionally, the savings were easily verifiable because both furnaces were connected to a common gas flow meter, clearly showing the reduction in PNG consumption after implementation.
Results & Benefits
The project delivered measurable fuel savings along with improved furnace efficiency and cleaner operation. Despite being relatively compact in scale, the system achieved attractive financial returns and enhanced overall operational performance.
Conclusion
This project demonstrates how even a relatively small Waste Heat Recovery initiative can generate substantial energy and cost savings when integrated properly with existing systems.
By utilizing recovered heat as pre-heated combustion air, the plant achieved improved fuel efficiency with minimal operational risk and strong economic benefits.
At Saveeco Energy, walk-through energy audits help industries identify such practical opportunities for Waste Heat Recovery and Energy Conservation.