
- SaveEco Heat · Waste Heat Recovery
Waste Heat Recovery Systems
Turn Wasted Heat Into Industrial Profit. SaveEco’s Waste Heat Recovery Systems capture high-temperature exhaust from boilers, furnaces, kilns, and fired heaters — converting it into hot water, hot air, thermal oil, or LP steam for immediate plant use.
- What Is Waste Heat Recovery?
Industrial exhaust gases are a continuous, recoverable energy source.
Industrial processes — boilers, furnaces, kilns, and fired heaters — continuously discharge high-temperature exhaust gases into the atmosphere. This represents a direct, ongoing fuel cost: the energy embedded in those gases has already been paid for, yet exits to atmosphere without performing useful work.
Waste Heat Recovery (WHRS) systematically intercepts this exhaust stream and extracts its thermal energy through an engineered heat exchanger. That recovered energy is delivered back into the plant as hot water, hot air, thermal oil, or LP steam — directly displacing fresh fuel consumption and reducing energy spend from day one.
SaveEco’s Waste Heat Recovery Systems are engineered to suit your specific flue gas temperature, flow rate, and plant energy demand — delivering the most appropriate recovery output for your process requirements.

| Heat Sources | Recovered As |
|---|---|
| › Exhaust gases from boilers & fired heaters | › Hot Water — process heating & utilities (all temp ranges) |
| › Exhaust gases from industrial furnaces & ovens | › Hot Air — preheated combustion air (all temp ranges) |
| › Exhaust gases from kilns & incinerators | › Thermal Oil — thermal fluid heating (flue gas >250°C) › LP Steam — low pressure steam (flue gas 250–275°C) |
- How the System Works
A four-stage process that turns exhaust losses into recoverable plant assets.
01
Fuel-Fired Equipment
Boilers, furnaces, fired heaters, and kilns burn fuel to generate process heat.
- LPG · Natural Gas · HSD · Furnace Oil
02
High-Temperature Exhaust
Exhaust gases are discharged at elevated temperatures — typically 200°C to 500°C and above.
- 200°C – 500°C+
03
WHR Heat Exchanger
SaveEco’s engineered heat exchanger intercepts the flue gas stream and extracts its thermal energy efficiently.
- Engineered to spec
04
Recovered Energy Output
Heat is delivered to the plant as hot water, hot air, thermal oil, or LP steam — directly reducing fresh fuel consumption.
- Immediate savings
PLC-Controlled Automation. All SaveEco Waste Heat Recovery Systems operate via PLC with real-time heat recovery data and full historic logging. Integrated safety interlocks ensure robust, unattended performance. Process control instrumentation is included as standard — no manual intervention required.
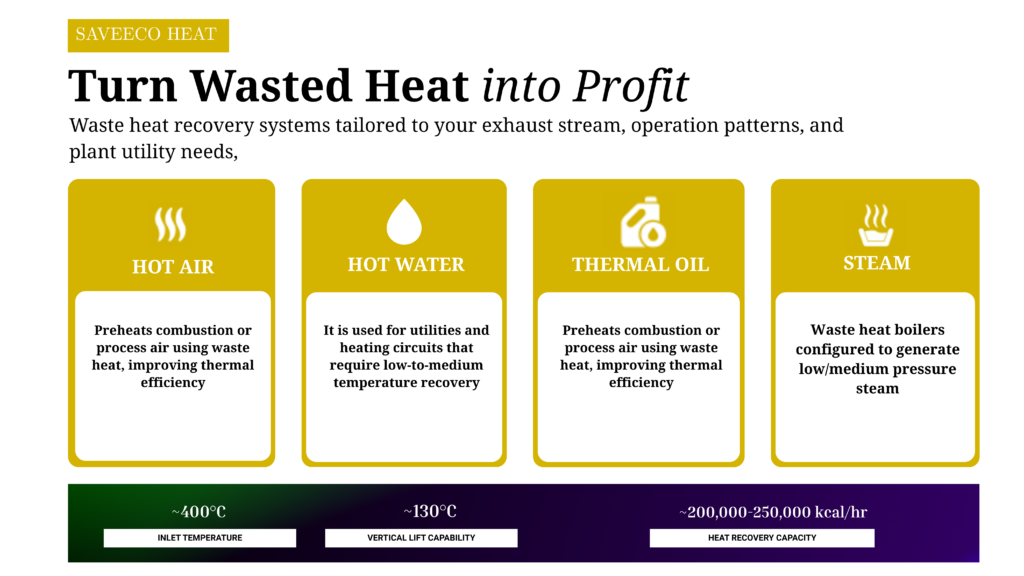
- 4 Recovery Configurations
Each configuration matched to your flue gas temperature and process requirement.
All fuel types — LPG, Natural Gas, HSD, and Furnace Oil — are supported across all configurations.
Configuration 01
Hot Air Recovery
All temperature ranges
Preheated combustion air supplied directly to furnace or process — reducing the thermal load on primary burners and improving combustion efficiency.
- LPG · Natural Gas · HSD · Furnace Oil
Configuration 02
Hot Water Recovery
All temperature ranges
Recovered hot water used for process heating and plant utility requirements — directly displacing fuel-fired water heating across the facility.
- LPG · Natural Gas · HSD · Furnace Oil
Configuration 03
Hot Oil Recovery
Flue gas temp > 250°C
Thermal fluid heating to process — suited for applications where hot oil circuits are used for indirect heating in reactors, dryers, or process lines.
- LPG · Natural Gas · HSD · Furnace Oil
Configuration 04
LP Steam Recovery
Flue gas temp 250–275°C
Low pressure steam generation for process use and plant utilities — enabling steam-driven process steps without additional boiler fuel consumption.
- LPG · Natural Gas · HSD · Furnace Oil
- Benefits & ROI
Every unit of heat recovered directly reduces fresh fuel consumption.
Typical Payback Period
MONTHS
Subject to flue gas temp & operating hrs/year
- Fuel cost savings begin from commissioning day — no ramp-up period required
- PLC-automated system requires no dedicated operator — savings accrue continuously
- EPC turnkey execution — single-point accountability from design through commissioning
- Applicable to LPG, Natural Gas, HSD, and Furnace Oil — no fuel restriction
Fuel Cost Reduction
Recovered heat directly offsets fresh fuel consumption in process heating applications — reducing the burner duty and lowering energy spend per tonne of output.
Resource Optimisation
SaveEco's engineered heat exchanger design maximises thermal extraction from the flue gas stream — recovering the maximum possible heat before gases exit the stack.
Improved Combustion Efficiency
Preheating combustion air using recovered heat reduces the thermal demand on the main burner — improving combustion efficiency and reducing specific fuel consumption per unit of process output.
Lower Carbon Footprint
Recovering exhaust heat reduces stack exit temperatures and overall fuel burn — translating directly to lower CO₂ and NOₓ emissions per unit of production output.
Continuous Plant Productivity
PLC automation ensures the Waste Heat Recovery System operates in parallel with plant processes without interruption — contributing to sustained productivity improvements without additional staffing.
Proven ROI
12–24 month typical payback period — with savings beginning from commissioning day and accruing continuously across every operating shift thereafter.
- Extended Applications — Where No Direct Heat Consumer Exists
Alternative pathways to extract value from exhaust energy.
When waste heat cannot be directly used in-plant, SaveEco offers alternative pathways to extract value from exhaust energy.
Vapor Absorption Chiller (VAM)
Low-grade heat at hot water temperatures as low as 70°C can drive a Vapor Absorption Machine (VAM) to produce chilled water — eliminating the need for electrically driven chillers and reducing electrical load on the plant.
- From 70°C hot water
Organic Rankine Cycle (ORC) Power Generation
Where flue gas temperatures are sufficiently high, the recovered heat can feed an Organic Rankine Cycle (ORC) turbine to generate on-site electrical power — converting waste heat directly into electricity for plant consumption.
- High-temperature applications
Compressor Waste Heat Recovery
Compressed air systems reject significant heat during compression. SaveEco recovers this heat in the form of hot water for process or domestic use — improving overall plant energy efficiency without additional fuel spend.
- Air compressor applications
Biomass Briquette Fuel Conversion
SaveEco supports the conversion of gas/oil-fired boilers and heaters to biomass briquette systems — recognised as Green Fuels by the Central Pollution Control Board (CPCB). These systems produce low pollution levels and offer an attractive payback period.
- CPCB Green Fuel recognised
- Industries We Serve
Deployed wherever combustion-based processes generate recoverable exhaust heat.
SaveEco’s Waste Heat Recovery Systems are installed across heavy industry, process manufacturing, and utilities — wherever combustion-based processes generate recoverable exhaust heat.
Steel & Metals
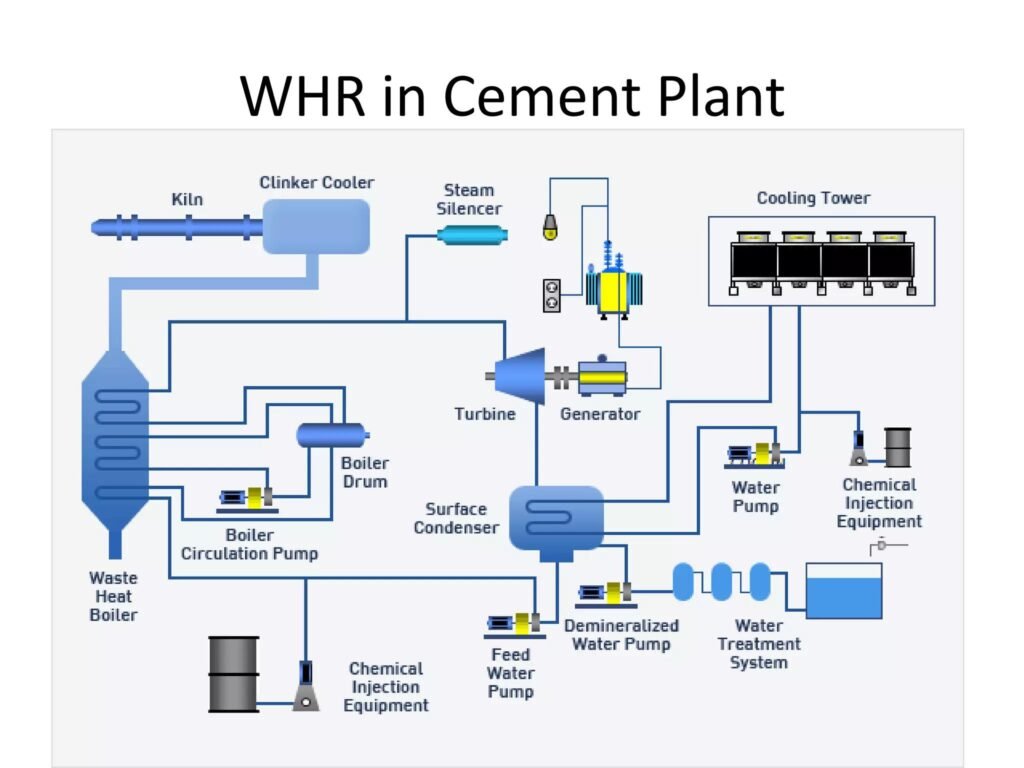
Cement
Power & Utilities
Mining & Minerals
Chemicals
PetroChemicals
Food Processing
Auto & Engineering
Steel & Metals
- FAQ: Waste Heat Recovery Systems
Frequently asked questions about WHR systems and SaveEco's approach.
Get a Free Waste Heat Recovery System Assessment for Your Plant
Share your flue gas temperature, operating hours, and fuel type — our engineers will assess your recovery potential and outline a system configuration.